
塑料瓶氣密泄漏儀主要檢測的試封蓋密封關鍵部位的密封性能,重點包括:瓶蓋與瓶口的貼合密封處(如螺紋旋合面、密封墊接觸位);
瓶蓋自身結構(裙邊、密封內襯、防盜環連接處);
瓶口加工瑕疵處(毛刺、裂紋、封口不平整區域)。
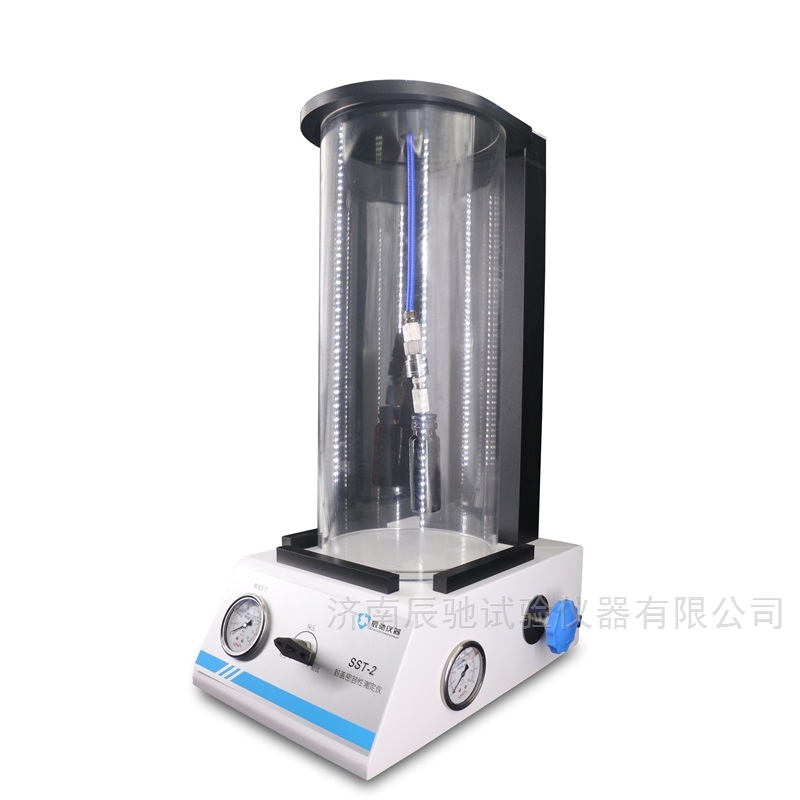
塑料瓶氣密泄漏儀是通過正壓充氣加壓 + 水下氣泡觀測,精準捕捉這些部位的微小漏點,避免因密封失效導致內容物泄漏、變質。
檢查儀器狀態:確認設備外觀完好,減壓閥、安全閥、桶蓋安全插銷等部件無損壞,壓力表分度清晰(0.05Mpa),氣管連接牢固無漏氣。
樣品處理:選取待檢測塑料瓶(含氣 / 不含氣),含蓋完整且無破損;若單獨檢測瓶蓋,需在瓶頸位置切割瓶蓋連同瓶口,用專用夾具密封固定。
注水操作:向儀器水罐注入清水,確保樣品放入后水位能全部浸過瓶蓋,避免漏檢。
放置樣品:將處理好的樣品浸入水罐,調整位置使其穩定,合上儀器蓋并鎖好安全插銷,確保未蓋好桶蓋時儀器無法啟動。
參數復位:將儀器底座前壓力表的紅色指針復位至零,根據樣品類型設定測試壓力(含氣 PET 瓶 1.0Mpa,不含氣 PET 瓶 0.2Mpa 等)。
啟動測試:將選擇開關向右撥至 “Test" 位,通過流量控制閥調節升壓速度(5-60 秒升至 1Mpa 可調),觀察壓力變化及樣品狀態。
結果判定:若瓶蓋裙腳處出現氣泡,立即將開關撥至 “Hold" 位觀察漏氣情況,或撥至 “Vent" 位泄壓,記錄紅色指針指示壓力;若無氣泡,待壓力升至設定值后,保持保壓狀態確認密封完整性。
結束流程:測試完成后,將開關撥至 “Vent" 位泄壓,打開儀器蓋取出樣品,拆下氣管與穿孔頭,清理水罐內殘留水分。
測試頻率:每班開機時,從每個封蓋頭取 3 個樣品,先測 1 個,不合格則復測剩余 2 個;封蓋頭調節、更換瓶 / 蓋供應商、設備停機堵塞后,需即時測試;常規情況每小時抽檢 1 次。
安全規范:儀器工作時禁止開蓋,避免高壓氣體噴射;使用壓縮空氣或二氧化碳充氣,切勿混用其他氣體;定期檢查安全閥與排氣孔通暢性。
數據記錄:詳細記錄樣品類型、測試壓力、升壓時間、是否漏氣及壓力值,確保數據可追溯,便于排查質量問題。
塑料瓶氣密泄漏檢測常見問題解答
1. 什么是塑料瓶氣密泄漏檢測?
答: 氣密泄漏檢測是通過向塑料瓶內充入一定壓力氣體(通常是壓縮空氣),然后監測壓力變化或使用傳感器檢測氣體泄漏,以判斷瓶子是否存在微孔、裂縫或密封不良等缺陷的檢測方法。
2. 為什么需要進行氣密檢測?
答: 主要是為了:
確保包裝完整性,防止內容物泄漏或污染
保持產品新鮮度和保質期(特別是食品、飲料、藥品)
避免因泄漏導致的變質、氧化或微生物入侵
符合行業質量標準和法規要求
3. 常見檢測方法有哪些?
答:
壓力衰減法:向瓶內充氣,監測壓力下降速度
真空衰減法:將瓶子置于真空室,檢測壓力回升
氣泡測試法:浸入水中觀察氣泡(適合實驗室)
質量流量法:直接測量泄漏氣體流量
氦質譜檢漏法:高精度檢測,成本較高
4. 檢測中常見的泄漏原因有哪些?
答:
瓶身缺陷:微裂紋、壁厚不均、注塑缺陷
瓶口問題:螺紋損傷、平面不平、尺寸偏差
蓋密封不良:墊片缺陷、擰緊力不足、蓋變形
焊接/粘接部位缺陷(如多層復合瓶)
5. 如何判斷檢測結果的合格標準?
答: 通常根據產品要求設定:
6. 環境因素如何影響檢測結果?
答:
溫度變化:影響氣體壓力和塑料形變
濕度:可能影響傳感器精度
瓶內殘留液體:會產生虛假壓力信號
檢測速度:生產線速度需與檢測時間匹配
7. 如何解決誤檢問題?
答:
校準設備:定期用標準漏孔校準
穩定環境:控制檢測區域的溫濕度
優化參數:根據瓶型調整壓力、時間閾值
清潔保養:確保密封元件和傳感器清潔
多方法驗證:對可疑瓶進行二次復檢
8. 自動化生產線上的檢測頻率應該是多少?
答: 通常采用100%全檢,但可根據實際情況:
9. 檢測設備需要哪些日常維護?
答:
每日檢查密封圈和夾具磨損
定期清潔氣路過濾器
校準壓力傳感器和流量計
檢查電氣連接和機械部件
記錄維護日志和檢測數據
10. 未來檢測技術發展的趨勢是什么?
答:
智能化:AI算法減少誤判,自適應學習不同瓶型
高速高精度:適應更高生產線速度
無損檢測:更精細的傳感器技術
集成化:與生產線其他檢測系統(視覺、重量)聯動
數據追溯:檢測數據與生產批次綁定

 產品分類
產品分類
 更新時間:2025-12-25
更新時間:2025-12-25  瀏覽次數:49
瀏覽次數:49 您的位置:
您的位置:

 在線咨詢
在線咨詢 返回頂部
返回頂部